
Monitoring by Control Technique - Electrified Filter Bed
Description
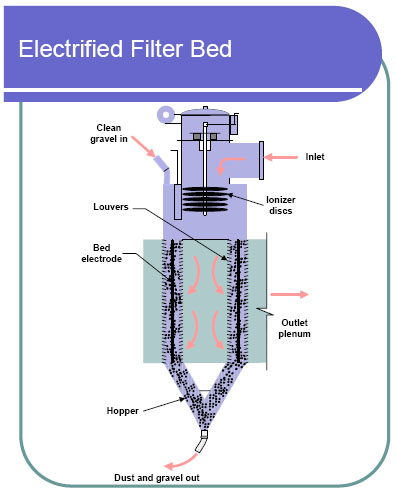
An electrified filter bed (EFB) uses electrostatic forces to attract particles, including fine dust and smoke particles, from flue gas streams to an electrically charged gravel bed. Example applications include wood waste-fired boilers and wood products dryers. EFB collection efficiency is dependent on the bed's electrode voltage and the dimensions of the particulate in the contaminated gas stream.
A typical EFB system has the following three sections: the ionizer (corona charger), the filter bed, and the gravel cleaning and recirculation system. The particulate in the gas stream is negatively charged in the ionizing section. A fan forces the gas through the gravel filter bed where the gravel is positively charged by means of the embedded electrode. The negatively charged dust sticks to the positively charged gravel. The pea-sized gravel is either periodically replaced or is continuously removed from the filter bed where it is cleaned in a pneumatic conveyor and returned to the filter bed. In some applications, the dust removed from the gravel cleaning process is directed to a baghouse. Cleaned gas collects in the outlet plenum and exits the system.
The purpose of the gravel cleaning and recirculation system is to clean the gravel and elevate it to the top of the filter bed for reuse. Cleaning the gravel helps to maintain a constant gas flow and pressure differential across the system. The gravel travels from the bottom of the filter bed, through an infeed pipe, and into the lift line. Agitation in the lift line, along with the loss of gravel charge, dislodges dust from the gravel. The lift line discharges into the disengagement chamber, which decreases the lift air velocity. The cleaned gravel falls into the gravel reserve hopper, and the dust is either collected or conveyed with the lift air to a fabric filter. Other systems require manual removal of spent gravel and addition of new gravel on a weekly basis.
The most common operational problem with EFBs is the buildup of glaze on the ionizer or the gravel. The combination of dust, condensed hydrocarbons, and condensed moisture in the gas stream forms a hard, powder-like substance, which settles on the ionizer and gravel. This buildup interferes with the corona charging of the ionizer and the electrode charging of the filter bed. Another operation problem is the EFB's narrow temperature operating range. Temperatures need to be high enough to ensure that water in the gas stream does not condense. Moisture condensation in the filter bed can result in an electrical short, in addition to contributing to the hydrocarbon glaze as described above.
Monitoring Information
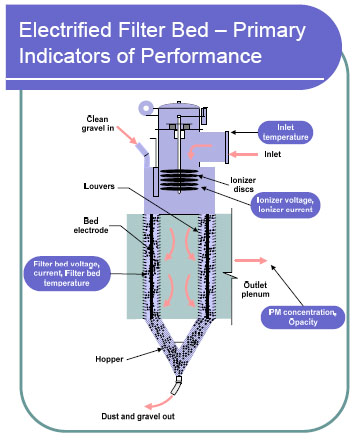
The primary indicators of EFB performance are ionizer voltage, ionizer current, filter bed voltage, filter bed current, filter bed temperature, and the inlet gas temperature. Other parameters indicating performance include pressure differential, gas flow rate, outlet particulate concentration, and opacity.
The Compliance Assurance Monitoring (CAM) Technical Guidance Document (TGD) is a source of information on monitoring approaches for different types of control devices. Specific information provided in the CAM TGD related to EFBs will include an example CAM submittal based on a case study of an actual facility.
For more information, see the box Monitoring and the CAM Rule.
Costs
Costs of monitoring systems, both Continuous Emission Monitors and parametric monitoring systems, are addressed in the EPA Air Pollution Control Cost Manual*, Section 2, Chapter 4-Monitors (PDF)(42 pp, 542 K, About PDF)
- CAM Rule(48 pp, 408 K, About PDF) - Federal Register - October 22, 1997
- CAM TGD Appendix A: Example CAM Submittal for an Electrified Filter Bed